Laboratory Reactor Systems for every Application
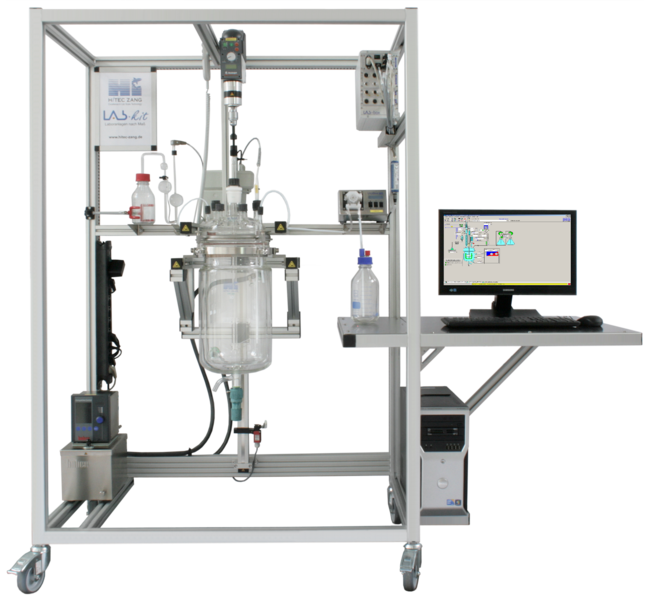



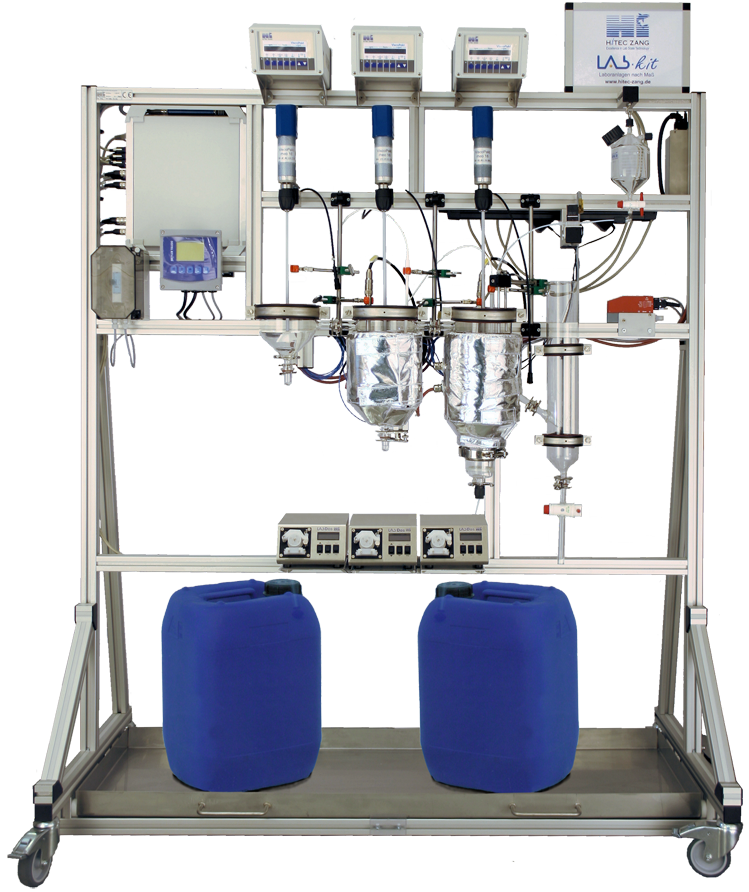
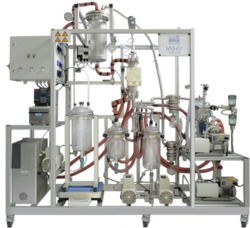

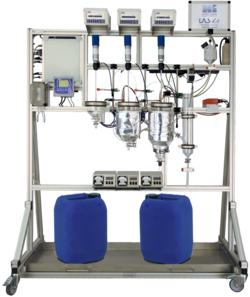
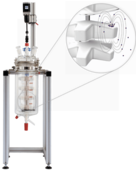
HiTec Zang offers a sophisticated range of reactor systems in scale from mL to 100 L for the development laboratory, safety laboratory, kilo laboratory, pilot plant, miniplant and the small-volume production.
The fully automated plants are employed in the fields of chemistry, pharmaceuticals, biotechnology and foodstuffs technology for:
- Product development
- Process development
- Process optimization
- Safety investigations
- Training purposes
- and scale-up Applications
The Advantages
- Optimally tailored to your requirements
- Space-saving construction
- Electrically lowerable reactor vessel
- Optimal use of laboratory capacity through 24h operation
- Best possible quality and reproducibility
- Remote maintenance
The Possibilities
- Fixed-bed Reactor
- Temperature regulation
- Pressure and vacuum regulation
- Dosing of liquids, gravimetrically, with pumps or by gas pressure via valves
- Stirrer speed control, torque recoding
- pH regulation alkaline and/or acidic
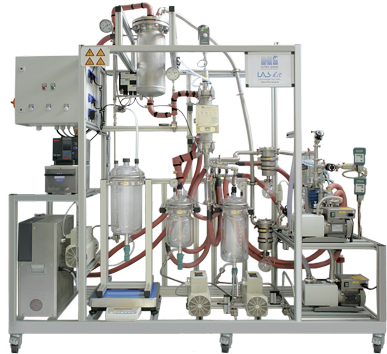
- Rectification, distillation and reflux distillation
- Multi-stage synthesis
- Phase separation
- Batch control in accordance with the NAMUR basic operation concept
- Reaction calorimetry
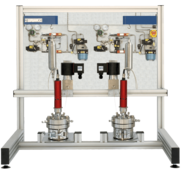
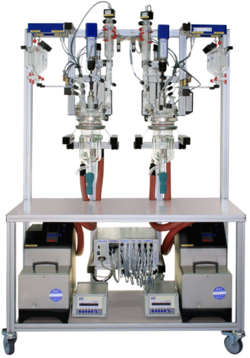
- Coupled multiple-reactor systems
- Mini-plants
- Plants for training
On the following subpages you will find further information on our laboratory reactor systems and on potential features and applications.